Гибка композитных алюминиевых панелей ETALBOND
Композитные алюминиевые сэндвич-панели Etаlbond легко поддаются холодной пластической формовке (сгибанию) общеизвестными способами. Процесс не требует специального оборудования и может проводиться на окантовочных прессах, универсальных гибочных машинах и круглогибочных прокатных машинах. Для избежания повреждения поверхности материала необходимо применять защитную фольгу или прокладочные листы из полиэтилена или пластика толщиной 1-2 мм.
Идеальная ширина штампа при сгибании на окантовочном прессе:
2 х d + 2 х (толщина защитной фольги) + диаметр штампа + 15 мм,
где d – толщина материала;
защитная фольга – защитные прокладки для верха и низа листа.
Минимальный радиус изгиба должен быть в 15 раз больше толщины листа. Минимальное расстояние от края листа до места изгиба должно составлять пять толщин материала.
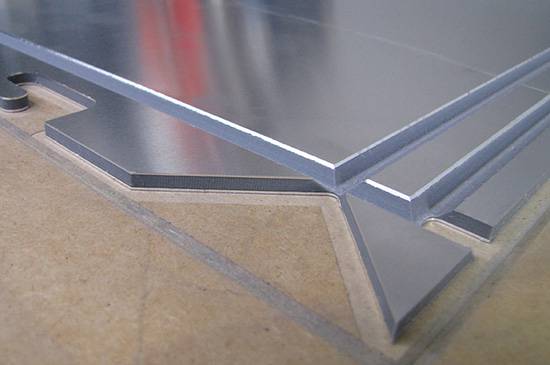
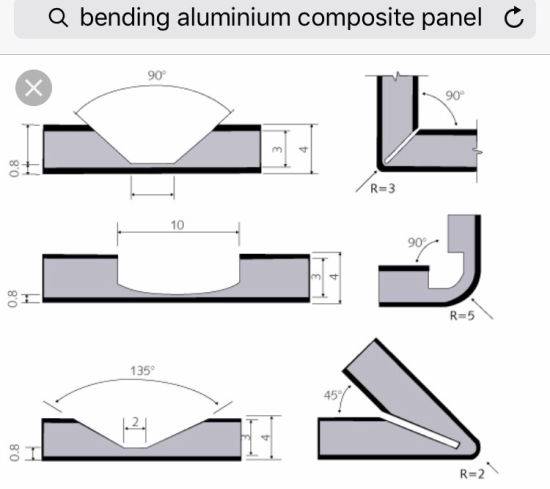
Придавать требуемую форму панелям можно с помощью окантовочной фрезеровки , т.е. изгибанием панели после специальной фрезерной обработки (рисунок 4). Незначительная толщина материала, остающаяся после фрезеровки позволяет производить точное изгибание материала вручную без дополнительного оборудования.
Преимущества окантовочной фрезеровки:
- простота техники обработки
- минимальные издержки
- возможность производства работ прямо на месте
- большое разнообразие форм
- высокая производительность
Меры предосторожности по отношению к продукту
Тепловое расширение
Панели Aluprom могут использоваться только при температурах от –50˚С до +80˚С, они будут расширяться или стягиваться под воздействием температуры
абсолютно таким же образом, как и твердые алюминиевые панели или листы. Такое тепловое расширение следует учитывать при выборе крепежной системы и
при подсчете размеров и ширины соединений. Коэффициент расширения Aluprom составляет 2,36 х 10-5м/˚С (0,0236мм/м/˚С)
Например:
Для панелей, подверженной воздействию погоды, с температурой от –20˚С зимой и +40˚С летом перепад составляет 60˚С.
Замечания:
– учитывайте температуру среды при обработке;
– панели с внешним покрытием, выполненным в более темных цветовых гаммах, нагреваются значительно сильнее, чем панели в светлом варианте. Это
следует учитывать при подсчете перепада температур (для темных панелей на приблизительно 20˚С больше по сравнению со светлыми или металлическими
панелями);
– расширение – не единственный фактор, который следует учитывать при проектировании. Следует также учитывать погрешности опоры (каменная
кладка, структурированная сталь) и погрешности установки (столярка, стенные проемы и т.д).
| Длина пенели | 2м | 3м | 4м | 6м |
|---|---|---|---|---|
| Расширение для перепадов температур в 60˚С | 2,84мм | 4,26мм | 5,68мм | 8,52мм |
Направление покрытия рулона
Металлические или перламутровые покрытия имеют перламутровую или зеркальную поверхность, что обусловлено миллионами микроскопических
алюминиевых или слюдяных частичек, растворенных в смеси краски. Во время процесса нанесения покрытия эти частички ориентированы в
продольном направлении панели. При производстве на заднюю поверхность панелей наносится серийный номер. Также стрелки, указывающие направление,
нанесены на защитной пленке
При обработке и установке панелей с металлическим или перламутровым покрытием следует принимать во внимание такое ориентирование. Следует придерживаться направления панели, чтобы избежать различия оттенков между смежными панелями, а также при оптимизации подсчетов
Перед обработкой не забывайте использовать фломастер, для нанесения стрелочек определяющих направление покрытия, на любых маленьких участках, которые могут отрезаться от больших кусков с необозначенными стрелками направления.
Ориентация покрытия не единственный фактор несовпадения цвета. Внешний вид всех металлических или перламутровых покрытий варьируется в зависимости от
партии. В этом случае Промдизайн настоятельно рекомендует не смешивать панели из различных партий при возведении одной стены, чтобы избежать
несовпадений оттенка.
Контакт с другими материалами
Без предварительной специальной обработки (при условии использования крепежных болтов из алюминия или нержавеющей стали) вместе с Aluprom может
монтироваться только пластик, нержавеющая сталь, алюминий и цинк. В других случаях, будет необходимо произвести защиту контактирующих поверхностей непористым покрытием, таким как кадмий, цинк, алюминий, хром или органический лак. Прямой контакт алюминиевого листа, покрывающего Aluprom, и тяжелых металлов (медь, латунь, бронза, железо) создают большой риск возникновения коррозии. При использовании таких материалов в качестве контактных частей, они должны быть с покрытием или отделены от панелей Aluprom изолирующими вкладышами (напр. пластиковые монтажные плиты или кольцевые прокладки)
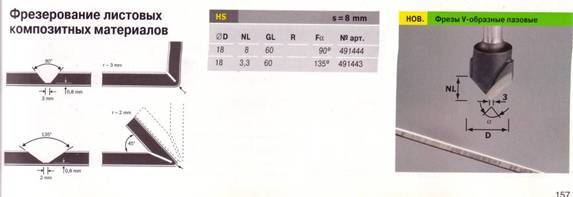
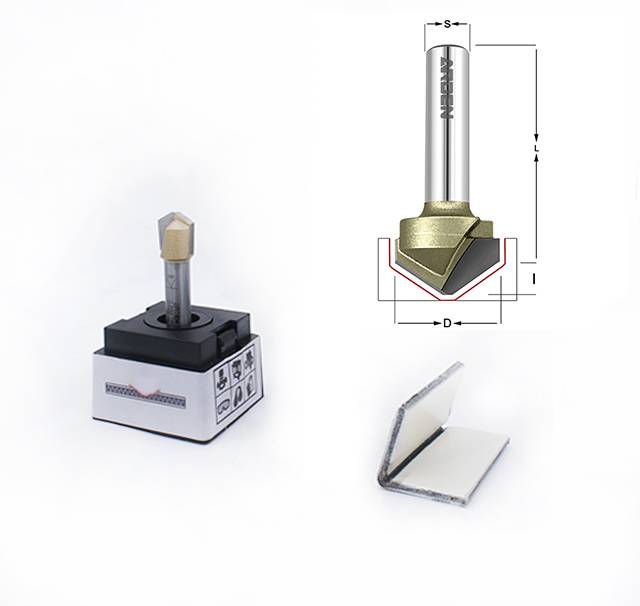
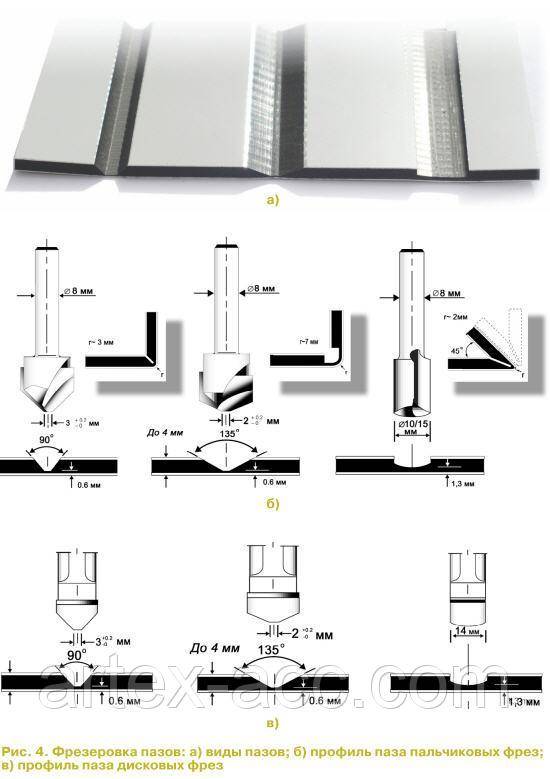
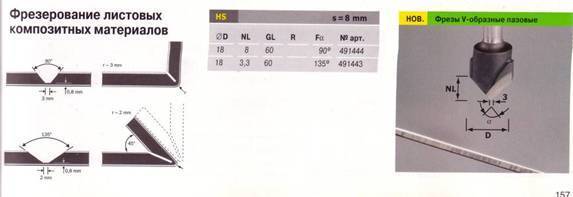
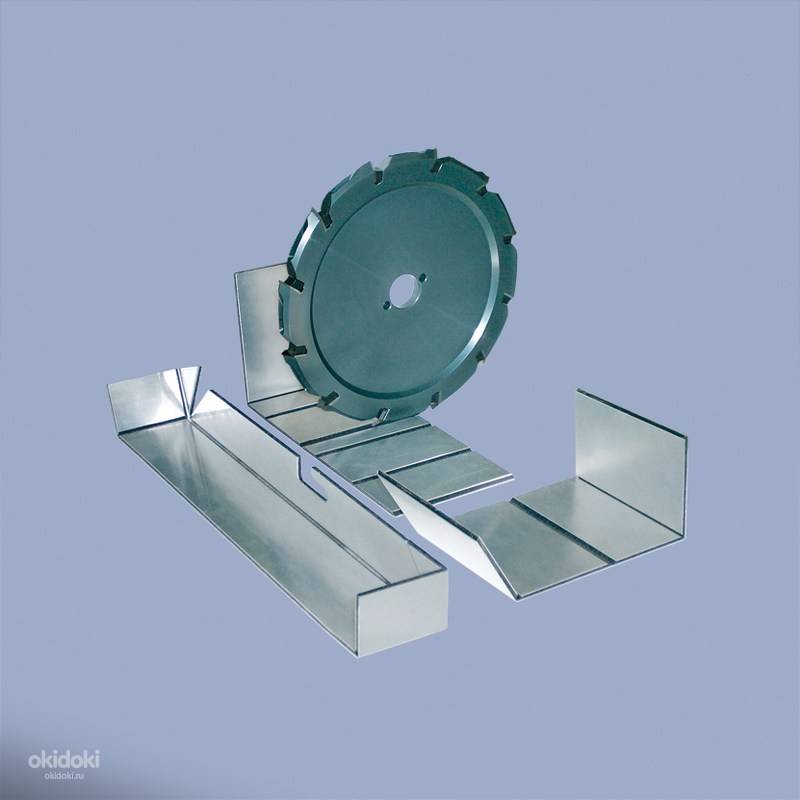
Типы фрез
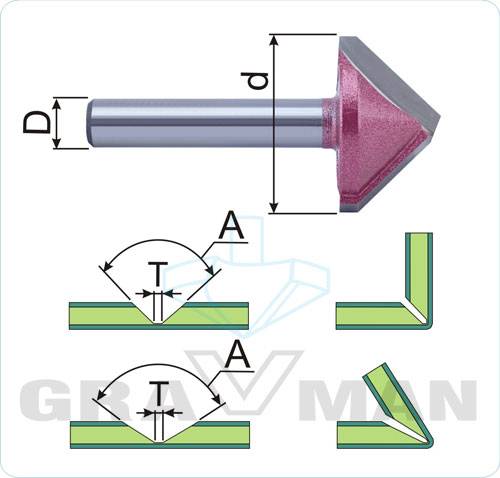
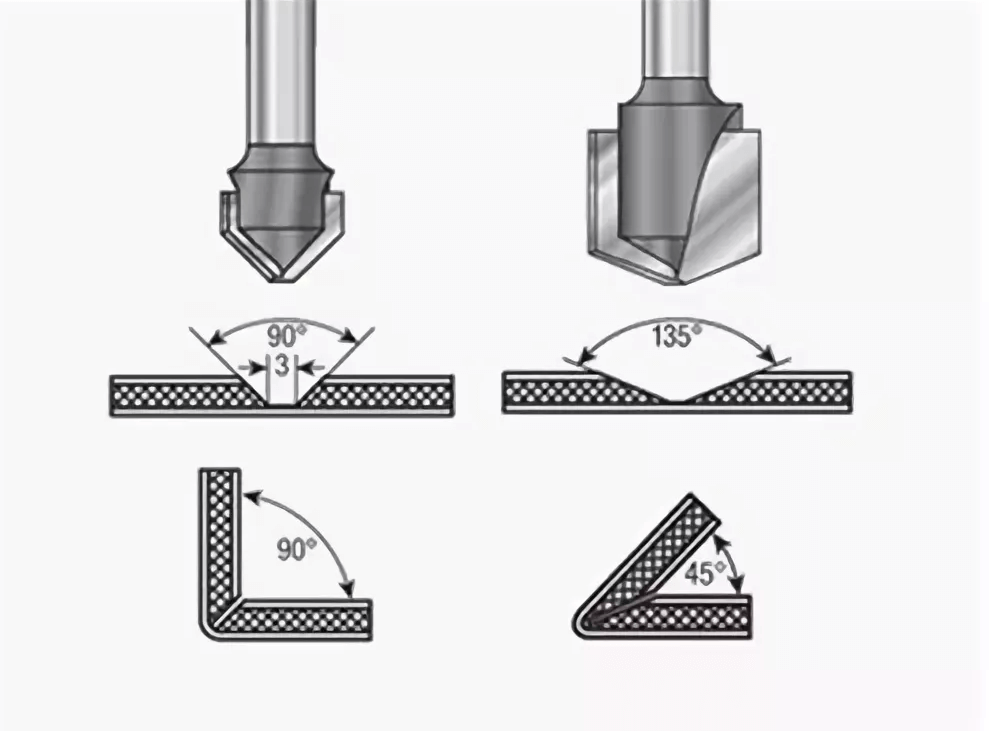
Для дисковых фрезеров используются циркулярные дисковые фрезы (рисунок 2), а для ручных фрезеров — фасонные фрезы (рисунок 3).
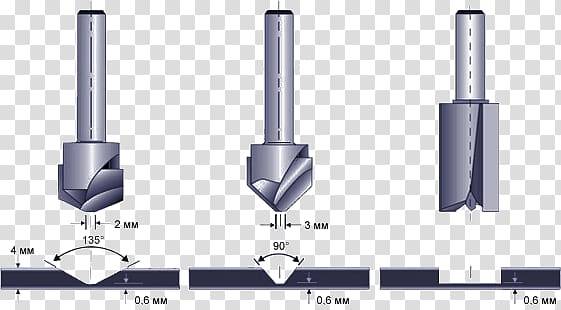
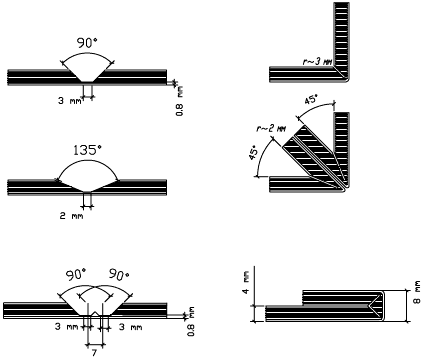
В стандартном исполнении оба типа фрез имеют три варианта режущей кромки в зависимости от фрезеруемой канавки: для фрезерования угловых канавок с углами 90 0 , 135 0 и прямоугольных канавок.
Рисунок 2. Внешний вид циркулярной дисковой фрезы и схематическое изображение профиля режущей кромки: а – фреза с углом 90 0 , б — фреза с углом 135 0 , в – фреза для прямоугольной канавки.
Обратите внимание на правильный раскрой листов перед распиловкой и фрезерованием. Поскольку во многих случаях заготовки требуется сгибать, то необходимо учитывать толщину материала на сгибах
Особенности фрезерной резки алюминиевых панелей из композита
Основные черты специфики обработки АКП:
- жесткая фиксация панели;
- использование специальных высокопрочных фрез:
- применение высокоточного инструмента для раскроя изделия.
Из-за небольшого веса композитной панели, вероятно от вибрации фрезы она будет играть.
Для жесткой прочной фиксации листа на рабочем столе используют механический зажим.
В случае, когда он не дает необходимого эффекта, применяют вакуумный насос.
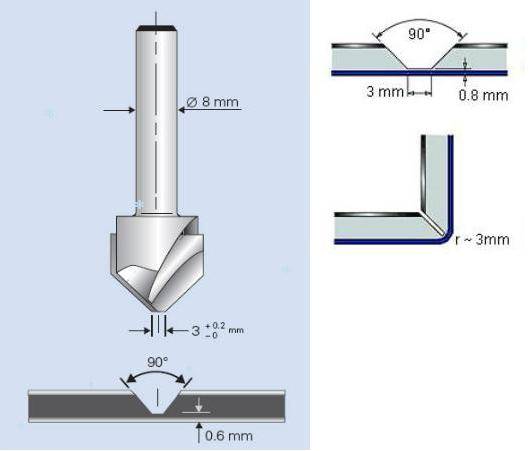
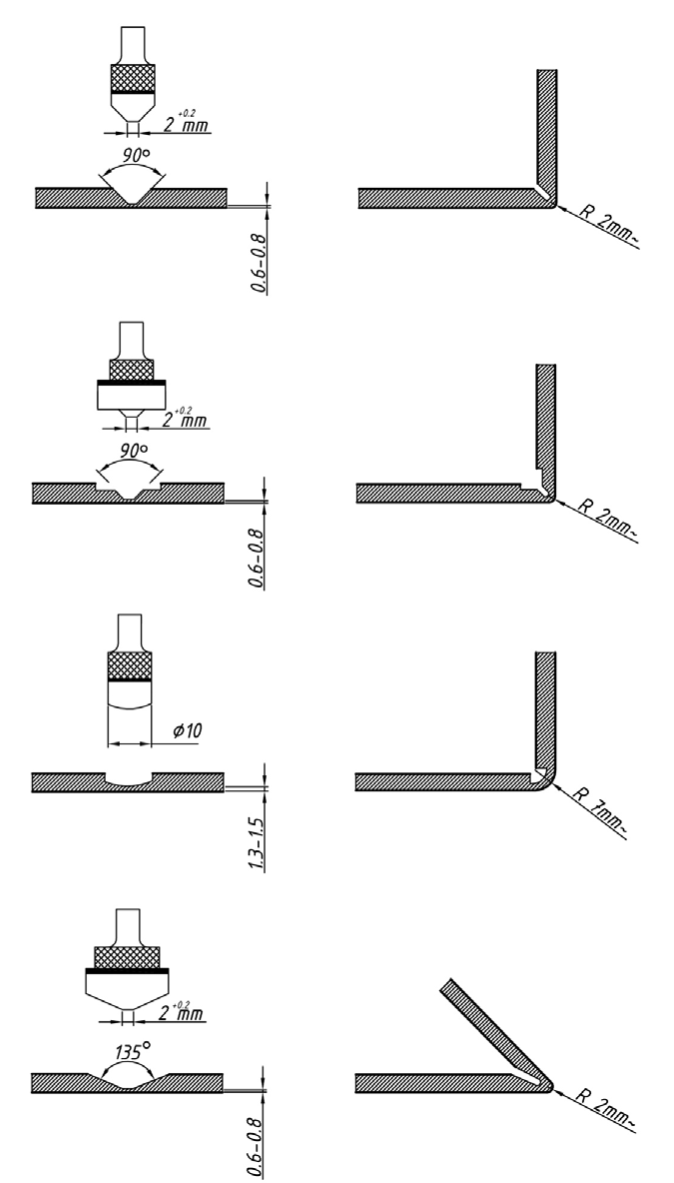
В процессе работы с композитной панелью приходится регулярно сталкиваться с необходимостью сгибания заготовки. Для чего на обратной стороне необходимо создать отфрезерованный паз с помощью специальной сгибочной фрезы. Фрезы различаются между собой прилежащими углами. Они защищают торец от создания наклепа алюминия при обработке панели, и второй слой алюминия остается невредимым.
Для создания сгиба необходима минимальная глубина канавки 1,5 мм.
В некоторых случаях паз делают глубиной до 2,7 миллиметров. Минеральный сердечник при этом подвергается воздействию фрезы. Такая глубокая выборка необходима для высококачественного паза.
Часто применяют кромочные фрезы с различным углом обработки. Это требуется для более совершенной стыковки с другими элементами конструкции.

Фреза для алюкобонда должна быть диаметром не менее трех миллиметров. Рыхлая, рассыпающаяся стружка удаляется в вертикальном направлении — вверх или вниз, не прилипая к заготовке.



Особенности фрезерной резки алюминиевых панелей из композита
Основные черты специфики обработки АКП:
- жесткая фиксация панели;
- использование специальных высокопрочных
фрез: - применение высокоточного инструмента для
раскроя изделия.
Из-за небольшого веса композитной панели, вероятно
от вибрации фрезы она будет играть.
Для жесткой прочной фиксации листа на рабочем столе
используют механический зажим.
В процессе работы с композитной панелью приходится
регулярно сталкиваться с необходимостью сгибания заготовки. Для чего на
обратной стороне необходимо создать отфрезерованный паз с помощью специальной
сгибочной фрезы. Фрезы различаются между собой прилежащими углами. Они защищают
торец от создания наклепа алюминия при обработке панели, и второй слой алюминия
остается невредимым.
В некоторых случаях паз делают глубиной до 2,7
миллиметров. Минеральный сердечник при этом подвергается воздействию фрезы.
Такая глубокая выборка необходима для высококачественного паза.
Часто применяют кромочные фрезы с различным углом
обработки. Это требуется для более совершенной стыковки с другими элементами
конструкции.
Фреза для алюкобонда должна быть диаметром не менее трех миллиметров. Рыхлая,
рассыпающаяся стружка удаляется в вертикальном направлении — вверх или вниз, не
прилипая к заготовке.
Вентилируемые фасады из композитных панелей цены от РПК-ССР
Чтобы установить композитный вентилируемый фасад, цена которого определяется по конкретному техническому заданию заказчика, в первую очередь нужно произвести предварительный расчет стоимости материалов и полного объема работ. При этом учитывается стоимость самих панелей и крепежного каркаса подсистемы, утеплителя и обрамления дверных и оконных проемов, а также необходимый комплекс работ от создания проекта до сдачи объекта.
В первую очередь цена монтажа зависит от размеров здания, его архитектурных особенностей, технического состояния, этажности, вида применяемой облицовки и других обстоятельств. Влияют на нее и другие факторы, такие как срочность проведения работ, время года, квалификация рабочих и пр.
Таким образом, итоговая сумма по обустройству вентфасада из композита для двух одинаковых объектов может разительно отличаться друг от друга.
Несмотря на значительную стоимость, композиционные вентилируемые фасады представляют собой самый современный и оптимальный вариант наружной облицовки зданий, который с каждым годом становится все более востребованным.
Проектирование вентилируемых фасадов зданий в Москве
Разрабатываем проекты вентилируемых фасадов высокой сложности для любых объектов и зданий.
Расход материала для системы НВФ
Посчитать нужное количество панелей можно с помощью несложной формулы: от суммы площадей стен отнять площадь всех окон и дверей и добавить 10 % на подгонку.
Когда утеплитель уже выбран, его количество рассчитывается таким же образом, как и для панелей отделки. Для частных строений, например, применяют минеральную вату, полистирол. Чрезмерно экономить и брать слишком тонкий слой утеплителя не стоит, иначе нужные функции он может «не потянуть».
При расчете числа кронштейнов учитывается площадь и тип панелей. Алюмосплавные каркасы более легкие, и их обустройство выходит экономичнее. Чем тяжелее выбранные панели, тем чаще располагают кронштейны. Для утеплителя нужны тарельчатые дюбеля, обычно берется 5 штук на каждую из плит.
Также не стоит забывать, что нужно нанять профессионалов для монтажа, выделить средства на геодезические работы, получить консультации у специалистов.
Характеристики и виды панелей
Стандартная композитная панель имеет следующую структуру:
- защитная пленка;
- лакокрасочный слой;
- алюминиевый лист;
- клеевая прослойка;
- наполнитель;
- клеевая прослойка;
- лист алюминия;
- антикоррозийное покрытие.

Алюминиевые композитные панели BILDEX

Производство алюминиевых композитных панелей
Панели выпускаются шириной от 1 м до 1,5 м, стандартная длина составляет 2,40, 3,20 и 4 м. Правда, многие производители не указывают фиксированную длину, предлагая покупателям подбирать материал под конкретные параметры здания. Толщина панели равняется 2-6 мм, а вес не превышает 8 кг на квадратный метр, благодаря чему на несущие конструкции оказывается минимальная нагрузка. В то же время, из-за небольшой толщины и особенностей структуры такая отделка плохо удерживает тепло, и в качестве теплоизолирующего материала не используется.

Алюминиевые композитные панели, размеры
Панели выдерживают температурные колебания в диапазоне -58°С… +80°С, большие ветровые нагрузки, невосприимчивы к воздействию микроорганизмов и коррозии. Кроме того, они гасят вибрации и эффективно поглощают звуки. К примеру, звукоизоляция бетонных стен повышается в 2 раза после облицовки фасада композитными панелями. Что касается пожаробезопасности, то здесь тоже показатели очень хорошие: панели относятся к трудновоспламеняемым материалам, которые обладают слабой горючестью и выделяют мало дыма. К тому же, все больше производителей используют при изготовлении материала антипиреновые добавки, что еще больше снижает риск возгорания обшивки при пожаре в здании.
Панели делятся на виды по двум критериям – составу наполнителя и типу наружного покрытия.
| Вид наполнителя | Основные свойства |
|---|---|
| Минеральный | Многокомпонентный состав, включающий вспененный полиэтилен и большое количество антипиренов. Имеет низкий класс горючести – Г1, не выделяет едкого дыма, при плавлении не растекается. В изделиях немецкого производства применяется наполнитель, изготовленный на основе гидроокиси алюминия, который еще меньше склонен к возгоранию. Панели с минеральной прослойкой предназначены для фасадной отделки |
| Полимерный | Изготавливается из сотового полипропилена и вспененного полиэтилена. Такой наполнитель обеспечивает легкость облицовочному материалу, что позволяет использовать его при облицовке тонких перегородок и конструкций со слабой несущей способностью. Панели с полимерной прослойкой используются преимущественно внутри помещений |
| Алюминиевый | В качестве наполнителя используются очень тонкие алюминиевые пластины, собранные в соты или сетку. Это обеспечивает наибольшую легкость облицовки и самую высокую жесткость. Такие панели выдерживают огромные ветровые нагрузки, а потому идеально подходят для отделки высотных домов |
Стоит заметить, что панели с алюминиевым наполнителем гораздо хуже поглощают звуки и совсем не держат тепло, а по стоимости значительно превышают облицовку с минеральным и полимерным наполнителем. По этой причине использовать их для отделки частного дома нецелесообразно.

Цвета алюминиевых композитных панелей
Разновидности покрытия панелей
| Вид покрытия | Основные характеристики |
|---|---|
| Полиэфирные краски и лаки | Самый недорогой тип покрытия. Образует прочную и эластичную пленку с приятным глянцевым блеском. Обладает хорошей устойчивостью к выгоранию и влаге. Панели с таким покрытием рекомендуется использовать для внутренней отделки, поскольку снаружи они теряют внешнюю привлекательность уже через 5-6 лет |
| Краски и лаки PVDF | Покрытия этого типа обладают грязеотталкивающими свойствами, высокой устойчивостью к механическим повреждениям и ультрафиолету. Средний срок их службы 20-25 лет без потери первоначального вида. Панели с этим покрытием отлично подходят для наружной облицовки |
| Оксидные пленки | Покрытие, образующееся в результате электрохимической обработки алюминия. Оно создает надежную защиту от коррозии, ультрафиолета, негативного воздействия осадков и механических повреждений, придает поверхности зеркальный эффект. Средний срок службы такого покрытия составляет 15-20 лет |
| Ламинирующие пленки | Эти синтетические покрытия выполняют и защитные, и декоративные функции. Они создают искусную имитацию разнообразных фактур: мрамор, гранит, полированный метал, различные породы древесины. Ламинированные панели дороже остальных, но зато и смотрятся наиболее эффектно. Срок службы этих покрытий составляет 15-20 лет |
Материалом для производства и изготовления металлокассет служат:
- Листовая оцинкованная сталь;
- Листы нержавеющей стали;
- Листы алюминиевых сплавов;
- Листы цветных металлов меди и латуни;
Преимущества системы вентилируемого фасада из металлических кассет:
- Современный и вид и элегантный дизайн фасада;
- Высокая степень пожаробезопасности;
- Высокий уровень безопасности — экологичность и нетоксичность системы;
- Противостоит резким температурным перепадам, морозостойкость;
- Фасадные кассеты — минимально подверженны влиянию агрессивной среды не ржавеет, не окисляется и не впитывает влагу;
- Широкая цветовая гамма металлокассет для фасадов;
- Простота монтажа не требуют затратной подготовки несущей стены здания, легко крепятся и собираются в общую конструкцию;
- Позволяют создать уникальный дизайн любой сложности и конфигурации;
- Высокая степень прочности и долговечности эксплуатация конструкции от 25 до 50 лет без обновления внешнего вида.
Для того, чтобы изготовить подобный проект, в первую очередь измеряется вся конструкция. Это позволяет точно определить количество облицовочного материала ведь он самый дорогостоящий компонент системы навесных вентилируемых фасадов. Без грамотного предварительного расчета мы не приступаем к основной работе. Безукоризненное изготовление элементов, влияет и на скорость монтажа, ведь металлокассеты должны идеально подгоняться друг другу только так создается внешняя привлекательность фасада. Весь раскрой металла осуществляется на специальном оборудовании и в строгом соответствии с технологией лазерной резки, поэтому и цена металлических кассет высока. Листы металла, обрабатываемые при помощи лазерного луча, имеют идеально ровный срез и точные размеры. Это упрощает дальнейшую подгонку и крепление. Кассеты монтируются без каких-либо зазоров, поверхность выглядит совершенной.

Внешние качества фасадной кассеты из металлических листов приобретают за счет специальных покрытий напыления порошковых красок. В зависимости от дизайнерской задумки, кассеты окрашиваются в тот или иной цвет или оттенок. Но, кроме того, что порошковая окраска дает отличные эстетические качества изделиям, она еще и выступает в качестве защитного слоя, способного оградить металл от атмосферных факторов, температурных воздействий, механических повреждений, коррозии и ультрафиолета. Еще один вариант внешней отделки металлических листов покрытие слоем цинка и окрашивание.
Особенно целесообразным применение фасадных металлических кассет является в случае, когда стены здания непрочные, пористые. Так, стена из пенобетона или керамзитобетона идеальная поверхность под навесные системы из металлокассет
К тому же их вес относительно мал, что немаловажно для таких типов несущих стен. Форма фасадных кассет может быть различна от квадратов до прямоугольников, но в любом случае они выступают одним из самых долговечных и надежных материалов для фасадных систем
Таблица 1. Оптимальные размеры металлокассет для вентилируемого фасада из листа 1.0, 1.2 мм
| Размеры фасадных металлокассет открытого типа, толщина металла 1.0, 1.2 мм | ||||||||
| Ширина кассеты L, мм | ||||||||
| 375 | 500 | 600 | 900 | 1150 | 1400 | 1700 | ||
| Высота кассеты H, мм | 375 | |||||||
| 500 | ||||||||
| 600 | ||||||||
| 900 | ||||||||
| 1150 | ||||||||
| 1400 | ||||||||
| 1700 | ||||||||
| — Оптимальные размеры | ||||||||
| — Возможные размеры | ||||||||
| — По согласованию с производством ( до заказа) |
Таблица 4. Оптимальные размеры металлокассет для вентилируемого фасада из листа 0.7
| Размеры фасадных металлокассет закрытого типа, толщина металла 0.7, 0.8 мм | ||||||||
| Ширина кассеты L, мм | ||||||||
| 375 | 500 | 600 | 900 | 1150 | 1400 | 1700 | ||
| Высота кассеты H, мм | 375 | |||||||
| 500 | ||||||||
| 600 | ||||||||
| 800 | ||||||||
| — Оптимальные размеры | ||||||||
| — Возможные размеры | ||||||||
| — По согласованию с производством ( до заказа) |
Хочется отметить, что конечная стоимость строительства вентилируемого фасада из металлокассет зависит от качества сделанной геодезической съемки фасада, разработки проектной документации, так как переделать уже изготовленные металлокассеты в другой размер невозможно, то некачественная проектная документация или работа без нее приведет к значительным потерям на «брак». В этом отношении вентилируемый фасад из алюминиевых композитных панелей обладает большей гибкостью.
Мы предлагаем разработку качественных проектов вентилируемых фасадов по разумной цене, что позволит Вам гарантированно соблюсти финансовые планы проекта в части поставки материалов.
Если Вы хотите заказать навесные системы из металлокассет — обращайтесь к нам, телефоны в контактах.
От чего зависит стоимость фасадной системы из алюмокомпозита
Расчет сметной стоимости производства и монтажа фасадных подсистем с использованием алюминиевого композита зависит от нескольких переменных. Ценообразование привязано к следующим факторам:
- толщине алюминиевого листа;
- типу наполнителя;
- технологии монтажа подсистем;
- виду и толщине утеплителя;
- этажности здания;
- материалу несущей стены;
- необходимости создания панелей сложной формы;
- архитектурным особенностям сооружения;
- материалу профилей, крепежа и других комплектующих.

Для получения подробных консультаций необходимо связаться с менеджером по одному из номеров телефонов, указанных на нашем сайте. А еще всегда можно приехать к нам в офис. Здесь не только рассчитают стоимость реализации проекта, но и продемонстрируют образцы материалов и расскажут о доступных технологиях.
Режимы обработки алюминия на фрезерном станке с ЧПУ
Неверно подобранный режим резания может привести к порче оборудования, деформации материала и экстремальной нагрузке на шпиндель станка.
Чаще всего оптимальный для каждого устройства режим обработки алюминия определяется экспериментально для каждого конкретного случая обработки в индивидуальном режиме. При этом существуют рекомендации, которые могут стать базовой отправной точкой в поиске индивидуальных показателей.
Работы по раскрою алюминиевых заготовок с использованием концевой фрезы с диаметром от 3,175 мм до 6 мм могут быть осуществлены при следующих условиях:
- числе оборотов – от 15 000 до 18 000 оборотов в минуту;
- скорости подачи материала – от 700 до 1200 мм в минуту;
- глубине врезания материала заготовки – от 0,2 до 0,5 мм.
В ходе проведения работ по раскройке алюминия программирование максимальной глубины резания необходимо задавать чуть меньше, чем составляет толщина обрабатываемого листа (на глубину от 0,05 мм до 0,1 мм). В противном случае разрезанные детали сместятся под воздействием рабочего оборудования и выпадут из матрицы, что может привести к поломке фрезы.
Гравировка алюминиевых заготовок производится фрезами однозаходного типа с диаметром от 2 до 3 мм. Если в ходе обработки требуется нанесение более тонких рисунков – применяются фрезы меньшего размера. Так как однозаходных фрез с диаметром менее 2 мм практически не существует – в работу включаются двухзаходные фрезы, что приводит к снижению производительности станка.
3D фрезерный станок ЧПУ Advercut K6090T
- Электропитание AC220V/50-60Hz
- Размеры, мм 1400 x 1100 x 1200
- Программное обеспечение DSP A11 (Digital Signal Processor), Type3 Software/France (в комплекте), ArtCAM, PowerMILL, MasterCAM
Вес, кг 200
- X-Z структура Немецкие ШВП, круглые прецизионные направляющие
- Y-структура Немецкие ШВП (шарико-винтовые пары), квадратные рельсовые направляющие
- Количество оборотов шпинделя 11000 об./мин
- Мощность шпинделя 2,2 кВт
- Осей 3
- Охлаждение шпинделя Водяное
- Рабочая скорость, мм/мин 6,000 мм/мин
- Рабочее поле 600 x 900 x 150 мм
- Разрешение/Точность 0.003125 мм /0.025 мм
- Формат файла G code
- Цанговый патрон ER20
- Максимальная скорость перемещения, мм/мин 10,000
- Интерфейсы USB 2.2
Цена 374 000 руб.
Перейти к товару
При использовании двухзаходной фрезы для гравировки (с диаметром 1 мм) соблюдаются следующие режимы:
- число оборотов – около 18 000 оборотов в минуту;
- скорость подачи материала – до 200 мм в минуту;
- толщина материала, который снимается за один проход фрезой, – 0,1 мм.
Крепление композитных алюминиевых панелей ETALBOND
Панели ETALBOND могут крепиться при помощи заклепок, винтов, болтов, склеивания и сварки.
В любом случае, при закреплении панелей необходимо обеспечить условия отсутствия электролитической коррозии между соединенными поверхностями. Основываясь на вышеуказанном ограничении, используемые материалы можно разделить на два типа.
Рекомендуемые материалы для соединения:
алюминий, нержавеющая сталь, пластик, сталь с защитным покрытием (кадмий, цинк).
Не рекомендуемые материалы:
медь, латунь, бронза, сталь без защитного покрытия.
Использование перечисленных нерекомендуемых материалов может послужить причиной проблем, связанных с электролизом, который будет происходить на соединенных поверхностях.
При соединении композитных алюминиевых сэндвич-панелей при помощи заклепок можно устанавливать обычные типы заклепок, используемые при соединении алюминия.
При соединении панелей ETALBOND болтами и винтами, техника крепления различается в зависимости от того, где будет использоваться материал. При производстве работ внутри помещения нет необходимости учитывать линейное термическое расширение материала и можно использовать различные винты для крепления металла и дерева. По технике крепления можно выделить следующие виды (рисунок 5): крепление винтами с крестообразным шлицом и сферической головкой, крепление винтами с потайной головкой в раззенкованное отверстие, крепление винтами с потайной головкой совместно с накладкой, крепление сфероцилиндрическими винтами с форменной прокладкой. При креплении винтами с потайной головкой совместно с накладкой необходимо чтобы отверстие в плите было соразмерно больше диаметра винта.
а – винтами с крестообразным шлицом и сферической головкой;
б – винтами с потайной головкой в раззенкованное отверстие;
в – винтами с потайной головкой совместно с накладкой;
г – сфероцилиндрическими винтами с форменной прокладкой.
При наружном использовании алюминиевых сэндвич-панелей необходимо учитывать их линейное термическое расширение (коэффициент линейного термического расширения панелей составляет 2,3 мм/м длины при перепаде температуры 100 град.). Поэтому отверстия под винты должны иметь диаметр несколько больший на величину, учитывающую движение композитных панелей в процессе эксплуатации. Для монтажа рекомендуется использовать фасадные винты для металлических конструкций либо саморезы. Для снижения давления винта на поверхность панели и обеспечения их теплового расширения необходимо использовать прокладки из эластичных полимерных материалов. Для закрытия головок можно применять специальные колпачки.






Технология фрезеровки композита
Алюминиевая композитная панель (АКП) — это проверенный и сертифицированный
высококачественный архитектурный материал для облицовки стен. Обеспечивает
прочность, легко гнется при монтаже, что необходимо для самых требовательных
критериев при проектировании.
Композитная панель изготавливается из двух алюминиевых
листов сечением 0,3 мм и огнеупорного, нетоксичного сердечника между
ними. На АКП легко наносить принт, это делает ее удобной для изготовления
информационных табличек. Покрытие панели обеспечивает превосходную сохранность
цвета и блеска, одновременно обеспечивая плавный переход между дополнительными
материалами для фасадов зданий, такими как стекло и бетон.

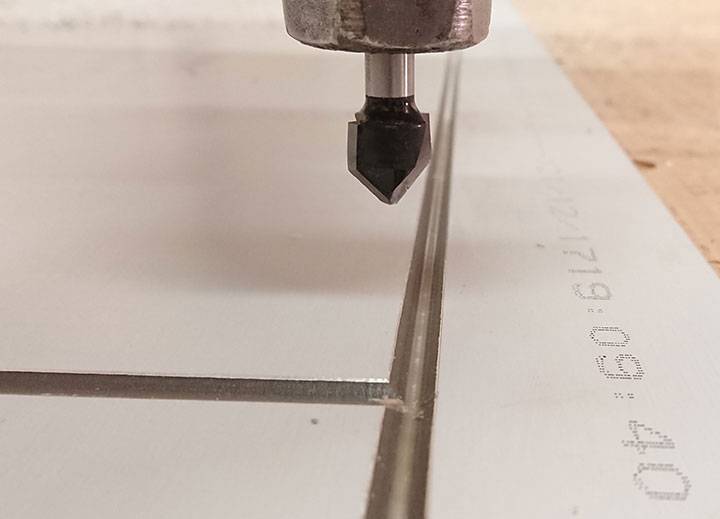
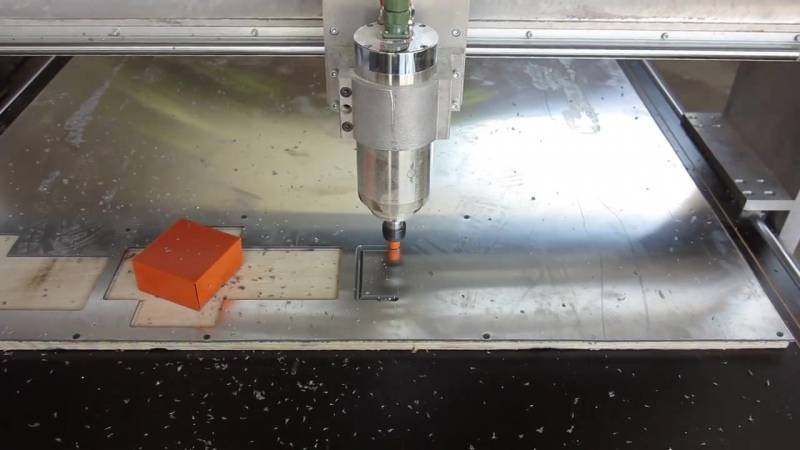
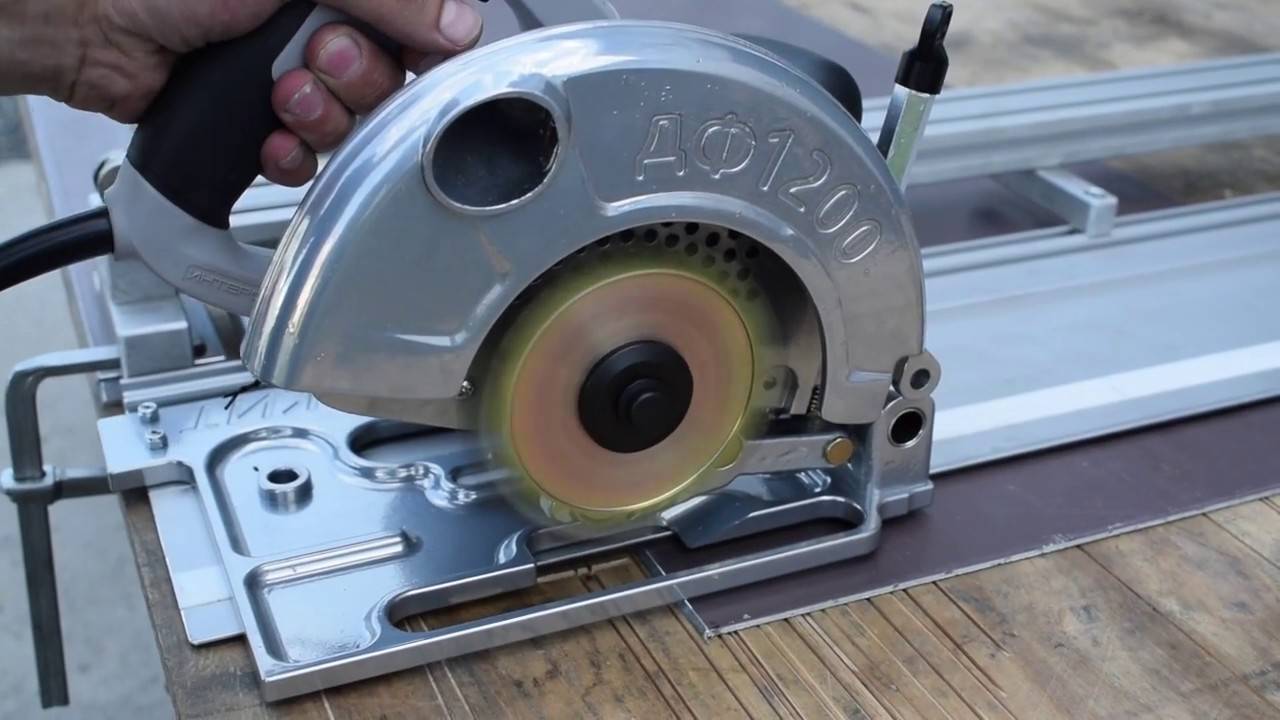
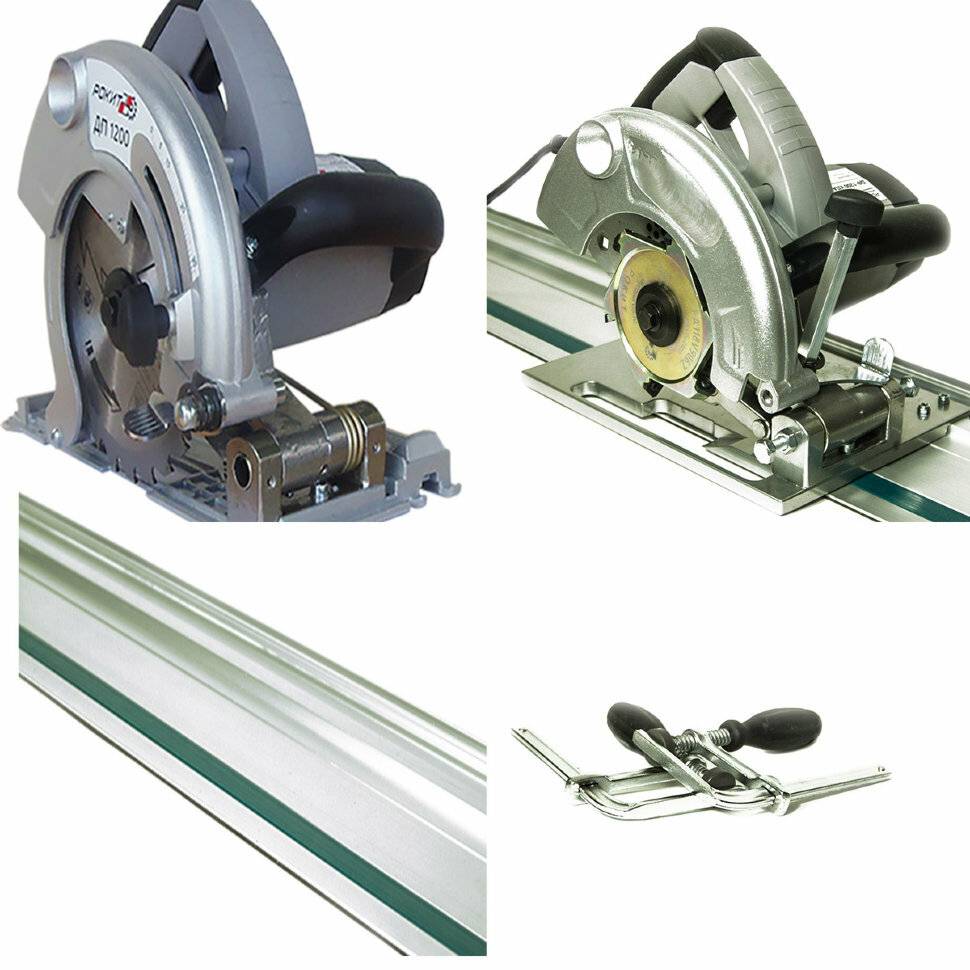
Для обработки композита в “полевых” условиях используют фрезер для композитных панелей
или погружную дисковую пилу. Пилой выполняют продольные или поперечные резы.
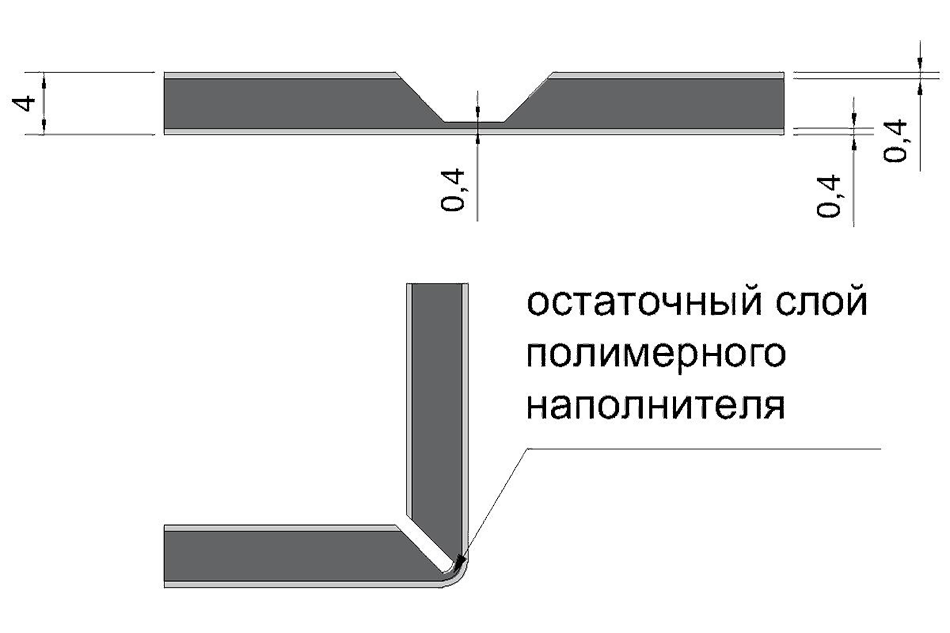
Фрезером готовят материал к изменению его плоскости. Инструментом проходят
обратную сторону композитной панели по заранее отмеченной линии. В
зависимости от вида используемой фрезы там остается V-образная или
прямоугольная канавка. Теперь нетронутый внешний лист можно согнуть вручную,
чтобы получить точную и чистую линию сгиба. Внешний радиус сложенного края
зависит от формы паза и его глубины.
Эта работа, пусть и с использованием дорого инструмента, остается кустарной
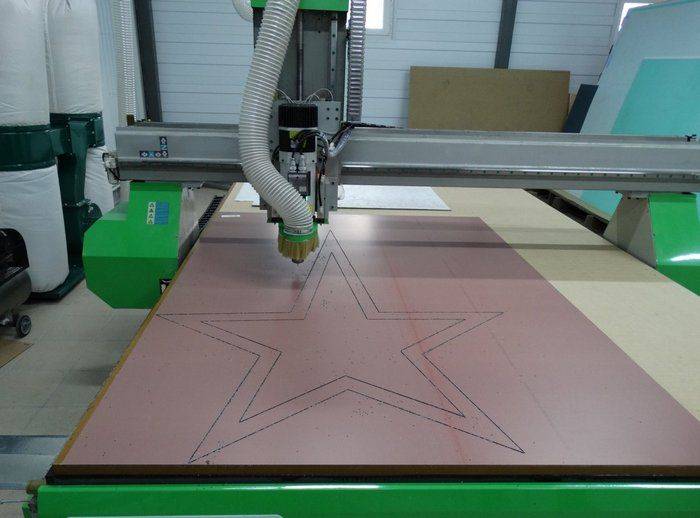
и допускает значительные погрешности. Для более точного качественного
фрезерования рекомендуется использовать ручной фрезерный станок для композитных панелей или высокоточные
фрезеровальные станки с ЧПУ. Только на них можно использовать фрезы высокого
качества с необходимым углом выборки паза. Там же соблюдается высокая точность
глубины выборки, что имеет большое значение для качества заготовки.
Сгибание
Производится при помощи гибочного станка или листогибочного пресса, а также вальцовочного станка.
Сгибание окантовочными прессами
Alucobond хорошо поддаётся формовке с помощью окантовочного пресса, который работает по принципу свободной гибки. Минимальная длина стержня окантовки должна составлять пятикратную толщину Alucobond-плиты. Защитный материал: 1-2мм. Минимальный радиус изгиба поперек листа (R min.) = R min =15t, где t — толщина листа, вдоль листа — R=30 t. Направление длины листа указано стрелками на защитной плёнке.
Сгибание на вальцах
Следует использовать вальцы без дефектов, хорошо отшлифованные.
Минимальный радиус изгиба -15 x Толщина композита.
Для избежания повреждений поверхности видимые поверхности во время обработки защитить подкладыванием полиэтиленовых или пластмассовых полос толщиной 1-2мм.
| Сгибание окантовочными прессами | Сгибание на вальцах |
Ваши мнения, господа…
Дочитать статью до конца дано не всем. И, если вы еще с нами, значит навесные фасады, скорее всего, составляют основу вашей профессиональной деятельности. Мы не претендуем на то, что суждения в статье – это истина в последней инстанции, но все-же это выжимка из опыта, и многим информация будет полезной.
Если у вас накопились мнения в процессе прочтения, пожалуйста, высказывайтесь. Рынок вентилируемых фасадов насколько молод, настолько динамичен. Изменения происходят постоянно. Производители улучшают качество и расширяют возможности применения своего материала.
Редакция сайта следит за обновлениями, и мы будем благодарны, если вы сообщите нам о новшествах.